








Traditional industry is dead! Long live industry 4.0, which is 100% connected, thanks to the Industrial Internet of Things (IIoT). Over the next three years, manufacturing companies worldwide will spend over €900 billion on deploying IIoT projects. Why so much investment? And what exactly is IIoT? How will it affect the industrial ecosystem? What are the benefits? With the 8th edition of Industry in full swing in France, we found out more about IIoT.

IoT could be compared to an iceberg: there’s the tip – consumer IoT, smart watches, Quantified Self wristbands, home automation systems, etc.
But we’ve only just begun to explore the underside of the digital iceberg! Industry can now benefit from networks of connected devices for the whole of the chain: sourcing, manufacturing, monitoring, diagnostics and maintenance, logistics and customer service, in the manufacturing, building and energy sectors, where Internet of Things is booming.
IIoT: connected industry from A to Z
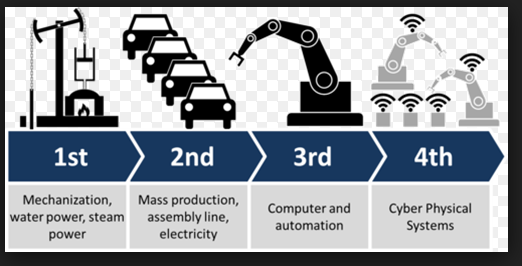
The 4th industrial revolution, also known as industry 4.0 or the industry of the future, is the revolution that is “transforming the industrial paradigm through digital,” as defined by the FIM (French Federation of Mechanical Industries), which incorporates smart systems into manufacturing processes.
And IIoT is taking this digital revolution to unprecedented heights. As the FIM puts it, “It affects every link in the value chain: machines, products at the manufacturing stage, finished products or ones in use, employees, suppliers, customers, infrastructures, etc.”
European manufacturing: IoT in high demand
The potential advantages of industry 4.0 explain the budgets allocated to Industrial Internet of Things deployments. And it’s a booming market: IoT spending is set to grow at a CAGR of 14.4% between 2017 and 2021. Investment should rise from $674 billion in 2017 to $1,100 billion (around €897 billion) in 2020, 55% of which will be for software and services, i.e. $605 billion (around €494 billion).
Over the next few years, manufacturing is the industry that will spend the most on IoT, in particular on solutions that support manufacturing operations and production asset management, according to IDC.
On a European scale, IIoT is rising at an even faster rate, according to PAC:
- 72% of manufacturing companies intend to increase their IoT spending by between 10% and 30% over the next three years.
- Reasons for adopting these technologies vary from country to country: for the UK it’s mainly for designing and prototyping solutions; in France it’s automating processes and improving quality; in Italy, the priority is more on cost reduction and optimising logistics, whilst Scandinavian countries are aiming primarily at cutting costs.
Right from the start of this 4th revolution, technology players have been devising solutions to help industrial companies with their transformation: for example, Cisco is offering dedicated monitoring equipment and tools, Schneider Electric has come up with new business solutions, and Dalkia, a subsidiary of EDF group, is offering energy management solutions (resources, performance optimisation, etc.).
Real-time data analytics: what fuels the factory 4.0
The aim of IIoT is to create in an industrial ecosystem networks of connected physical objects, collect the data produced and leverage it for operational and decision-making purposes.
IIoT is at the heart of the 4th industrial revolution and covers:
- Communicating industrial equipment, products and components.
- Embedded systems: sensors, RFID and NFC tags.
- Communication networks between objects and with company or partners IT systems (Machine to Machine or M2M, wireless networks such as WLAN, Bluetooth or low-speed dedicated IoT networks, such as Sigfox or LoRa, 4G LTE/future 5G, Wi-Fi)
- Solutions for gathering, storing and analysing data, applications
- Cloud platforms or edge computing
- Connected devices: smartphones, tablets, hybrid PCs, augmented and virtual reality headsets, etc. and mobile apps for professionals in the field.
In smart factories, IIoT has a number of uses:
- Remote monitoring of production units and manufacturing, supply chain, inventory, logistics.
- Improving the quality and traceability of products right across the chain.
- Addressing production needs in real time.
- Management, monitoring, predictive maintenance and incident detection on equipment and products.
- Controlling production energy spends.
- Fast decision-making thanks to real-time dashboards.
- Opportunities for creating added value connected products and services.
Innovation, operational efficiency, improved decision-making, productivity gains, improved security, reducing risks and costs: the benefits of IoT and the transformation of Big Data into Smart Data for industry are endless, and as such can make a difference where organisations’ competitiveness is concerned: as FIM observes, “Information from IIoT creates knowledge: knowledge of customers, the environment, company processes, etc. And this knowledge is a valuable asset for the company.”
IIoT hasn’t yet been introduced across all the industrial processes, but examples of IoT applied to certain fields, such as predictive maintenance, supply chain and smart buildings illustrate the potential impact of these new technologies for optimising performance. Find out more at SIdO, the IoT Showroom, which Econocom will be attending in Lyon on 4th & 5th April (Stand A07/B08) and in our upcoming emedia posts.







Good work! Very informative post. Thanks for sharing with us.
“Good Read. To determine what IoT technology is needed to successfully implement entire business solution, leverage IoT business solution reference model instead of IoT platform. This thought process can push organizations to unification business model instead of disconnected and siloed processes.”
Very Useful update on IoT and it’s usage in present situations. Also, the statistical information which you quoted is very valuable. Wish to see more posts like this. Thanks for Sharing.